

Rapunzel Naturkost expands its nut butter production capacity
Wrap-around packers as central components
Rapunzel Naturkost GmbH is modernising and expanding its nut spread production and filling facilities at its Legau site. The internationally operating organic food producer decided in favour of the same wrap-around packer for both projects. The modernisation has already been successfully completed, commissioning of the new plant will take place later this year. A portrait.
Nothing is more powerful than an idea whose time has come. Even if it sometimes requires a lot of staying power – as was the case with Jennifer Vermeulen and Joseph Wilhelm. Back in 1974 the couple founded a self-sufficiency commune on a farm near Augsburg. “We simply wanted to live a healthier life and share this lifestyle with others,” Wilhelm recalls, looking back. In 1975 they went on to open their natural health food store “Rapunzel Naturspeisen” in Augsburg’s city centre. To begin with, the young couple’s vision and commitment were mostly laughed at, Wilhelm recounts: “We were just the crazy muesli-eaters, the ones with the knitted sweaters and sandals.”
 From exotic undertaking to organic food protagonist: Rapunzel currently manufactures and sells approximately 550 brand products (Source: Rapunzel Naturkost).
From exotic undertaking to organic food protagonist: Rapunzel currently manufactures and sells approximately 550 brand products (Source: Rapunzel Naturkost).
From exotic undertaking to organic food protagonist
Once referred to as an exotic undertaking, Rapunzel Naturkost GmbH has since developed into an international business with over 400 employees. The company strategy itself has remained the same throughout its forty-five-year history: to produce certified organic, natural and untreated vegetarian foods. The company headquarters and production site has been the former dairy plant in Legau in Unterallgäu since 1985.
There are around 550 Rapunzel brand products. These include sweet and savoury spreads, nuts and dried fruits, muesli varieties, cereals, grains and grain products, rice, oil seeds, legumes, pasta and tomato sauces, antipasti, edible oils and fat, seasoning spices and soups, sweeteners and baking ingredients, sweet and savoury snacks, chocolate and instant beverage powder as well as wine. Of these, the nut butters in jars make up an essential part of the Rapunzel product range and play a decisive role in the company’s success. The most visible evidence of this is a constant increase in the production and filling in Legau. And this is exactly the area for which Rapunzel planned two new projects for 2020 and 2021.
The investment decision was based on the two existing spread filling and packaging lines. There was a growing need for action here, especially in the older nut butter plant 1, recalls Florian Lechner, team leader of Production and machine operator: “Its packing machine was becoming increasingly prone to failure and it was also more and more difficult to acquire spare parts. Besides this, we also wanted to achieve a higher output.” The keywords here are output and performance, and in order to meet the growing demand for nut butter a completely new line 3 was also to be built.
The search for a wrap-around packer ended at the Fachpack
Managers at Rapunzel therefore embarked on a search for a suitable solution – and they found what they were looking for at the Fachpack trade fair in Nuremberg. Florian Lechner recalls: “A+F presented exactly the machine we had in mind. At the trade fair this was packing similar jars of mustard into trays.” Among other things, Rapunzel saw a particularly convincing technical solution in the infeed and liked the fact that the entire system was arranged on one level and everything was easily accessible and cleanable. “We thought this was really good and consequently ordered two identical plants for the modernisation and the construction of the new line,” Lechner comments.
The two Rapunzel machines are based on the proven ModulLine packaging and cartoning system. The required format parts for product adaptation were individually designed and manufactured for the tasks at Rapunzel. Rapunzel also specified requirements regarding best possible hygiene and cleanability. The valve terminals for the basic machine, for instance, have therefore been enclosed and the Plexiglas doors designed without gaps.
 The specified output of the wrap-around packer is 7,200 jars per hour.
The specified output of the wrap-around packer is 7,200 jars per hour.
Conversion during ongoing production and under Covid-19 constraints
The modernisation of line 1 started in November 2020 and the commissioning followed in December already. The given interfaces for the new packaging line were the outlet of the cooling tunnel and the transfer to hand palletising. “The huge challenge was that we had to carry out the conversion during ongoing production. This meant many hands were needed to pack the jars into the trays. And the assembly team had to be very flexible”, Lechner explains.
Covid-19 restriction measures such as wearing facemasks, distancing, disinfection and tests complicated matters further. “But everything went smoothly and there were no hitches. After the installation, power was connected to the system and the first jars started running. During the subsequent optimisation process all of the requirements we had set were fully implemented”, Lechner adds. A key tool for optimising and securing the plant’s performance is, according to Rapunzel, the option of remote maintenance, Lechner goes on to say: “We did experience an operator error once, and I called A+F on a Saturday - we were then able to solve the situation together via remote maintenance.“
Additional parts of the order included jar transport, buffer table and vacuum check
In addition to the wrap-around packer, the jar transport and a buffer table providing approximately four and a half minutes buffer time for 250 ml jars in the infeed were delivered and installed. “This is the time we have gained for removing any malfunction. However, nothing of the kind has yet occurred“, Lechner is pleased to say. A fault in the packaging machine always meant a stop in the upstream processing stage, such as cooling and filling. There was also a follow-up project, Lechner adds: “A+F developed a vacuum check system especially for us which they integrated in the infeed. This system is used to eject the jars that lose their vacuum in the cooling tunnel.”
The jars to be processed are transported from the buffer table to the packer in a single lane. A distributer system then conducts the jars from one lane to two lanes in the machine infeed. As a next step the jars are put into groups of 2 x 3 jars according to the pack format and moved onto the prefolded carton blank. In this process, a special holding system secures the grouping pattern. The carton blank is then folded around the jars and glued.
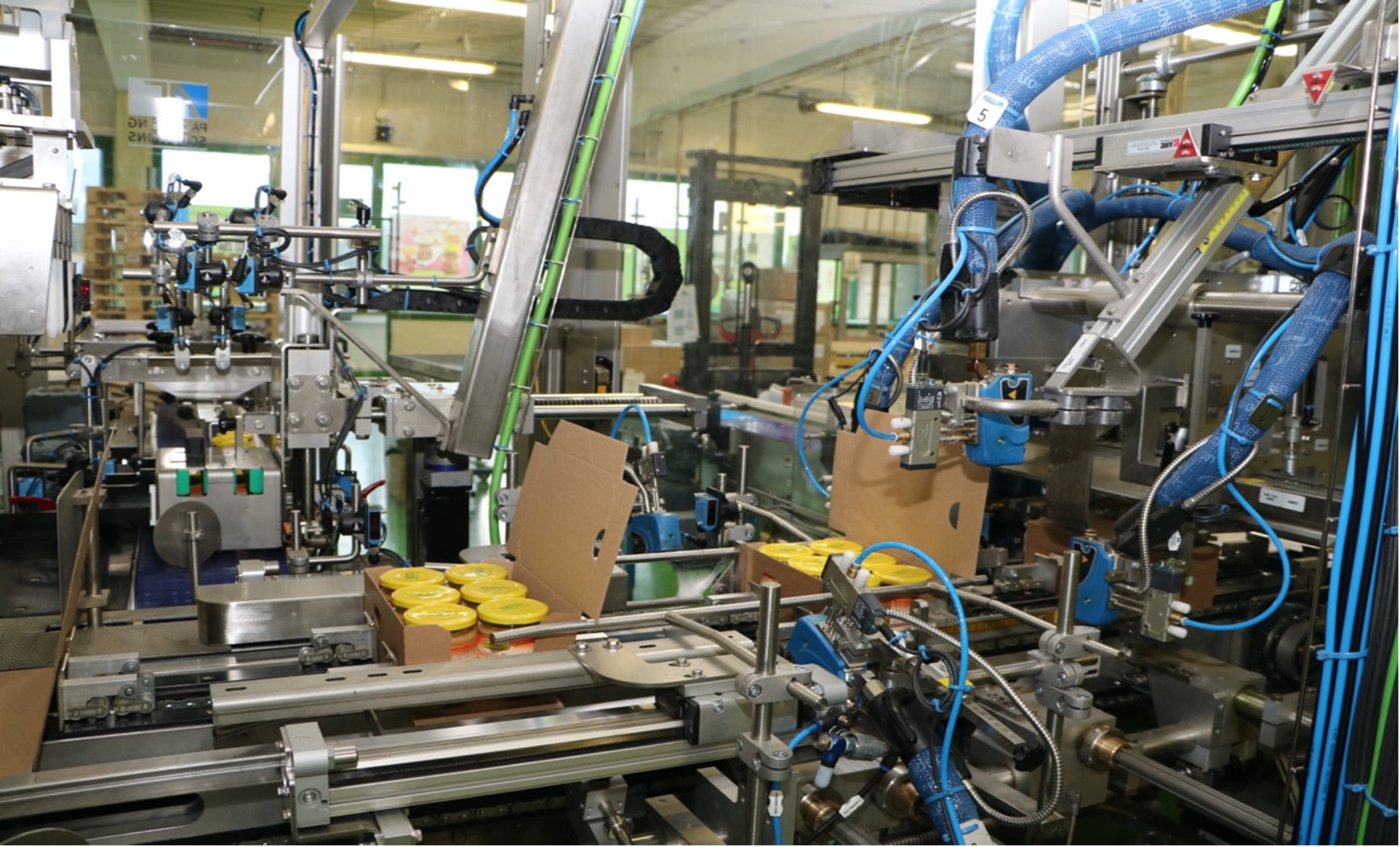 Packing of round jars with a volume of 250, 400, 500 and 750 ml in the pack format 2 x 3.
Packing of round jars with a volume of 250, 400, 500 and 750 ml in the pack format 2 x 3.
Setup time is reduced to approximately fifteen minutes
The packing process is for round jars with volumes of 250, 400, 500 and 750 ml. A specific carton blank is used for each jar type, i.e. there are altogether four carton blanks in use. In the new line the cartons are also to be adapted to the product. “This means a further increase in the variety to be processed. A+F has already tested this successfully”, says Lechner. With the new cartoner the actual set-up time is reduced to just about fifteen minutes per format. This makes it possible for Rapunzel to first change over and clean all upstream stations. “In this way, we can start the line up again before bothering about the cartoner. Our employees then have more time for the more complex work“, says Lechner, summing up the advantages.
Up to 120 jars per minute
The upgraded line 1 operates with an average output of 50 jars per minute. By comparison: the specified output of the wrap-around packer is 7,200 jars per hour. With a pack format of 2 x 3 jars this amounts to 1,200 cartons per hour or 20 cycles or 120 jars per minute. The question that arises here is: why did Rapunzel invest in a higher output than was actually required? Lechner goes on to explain: “Rapunzel just wanted to have the same machine in both lines. Here the key words are operation and maintenance. And in the new line we are certainly going to need the 120 jars per minute.”
 A vacuum checking system specifically developed for Rapunzel, which automatically ejects any jar that is not tightly sealed.
A vacuum checking system specifically developed for Rapunzel, which automatically ejects any jar that is not tightly sealed.
Condition Monitoring as a useful tool
Another identical feature is that both wrap-around packers boast the Condition Monitoring module. Condition Monitoring automatically records comprehensive data from the production, machine and machine environment. This also applies to status messages, warnings and machine malfunctions as well as production data. All of this data is stored on a stand-alone industrial PC, archived and displayed on a dashboard that can be accessed using any up-to-date browser. The system architecture can thus be integrated into a company network without the need for additional hardware. “I have already used this option to specifically analyse the performance of line 1,” says Lechner. And with a very positive result for Rapunzel: “When the preliminary processes are all running well we have a significant increase in performance of up to twenty percent. We can therefore now increase the filling capacity because the packaging step no longer limits us as it did before.” Does this positive effect translate into an equally positive overall bottom line? Lechner agrees: “We are very satisfied in every respect – and I am already looking forward to the startup of the second wrap-around plant in the fourth quarter of 2021.”
 Florian Lechner, machine operator and team leader of Production is fully satisfied with the project: “I already look forward to the startup of the second wrap-around plant in the fourth quarter of 2021.”
Florian Lechner, machine operator and team leader of Production is fully satisfied with the project: “I already look forward to the startup of the second wrap-around plant in the fourth quarter of 2021.”